It’s been a while since the last update, I’d like to say that’s because I’ve been busy building the CNC but the truth is that I only got a few days to work on. I’ve made a good start on the frame though so I thought it was time to do an update.
I started by drilling all the (26) brackets. It went fairly well although if I were to do it again I’d do it differently. Unlike with wood work where it’s easy to ensure that two cut faces are exactly parallel it’s some what more difficult with metal, at least with the tools I have. The bandsaw cut faces are good, far better than I could do by hand, but they aren’t accurate enough to ensure the same hole pattern on every bracket. Additionally there is a slight variation in length of the side in angle iron e.g. from the corner to the open edge, see dimension A in the image below.
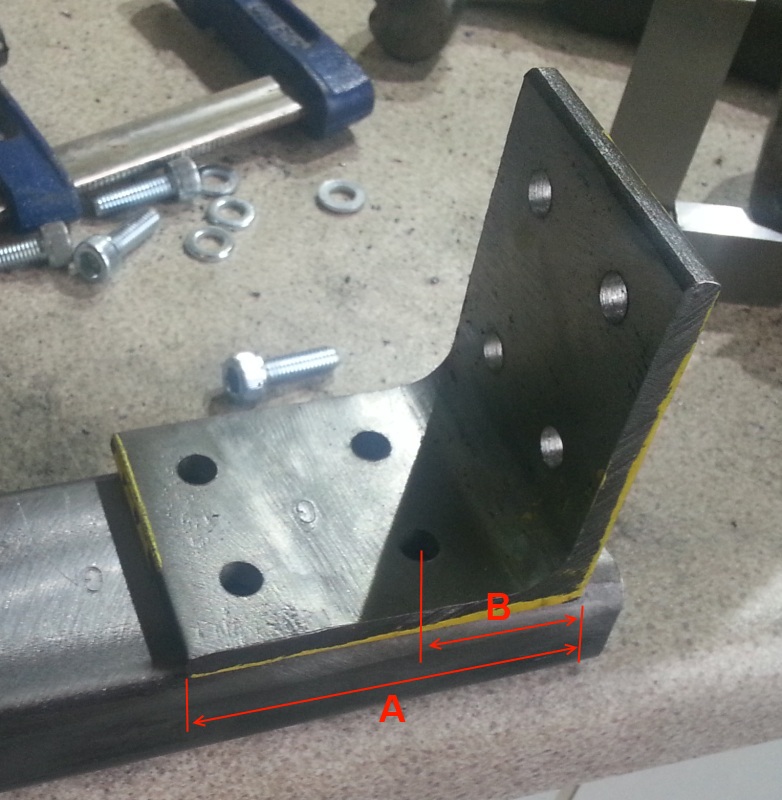
The problem with this second piece of variability is if I were to reference off the open edge (left in the image) the distance from the holes to the corner (dimension B) would vary meaning the bracket wouldn’t be interchangeable because some times it would stick out too far. The variability wasn’t great but it was enough that I thought it might cause problems further down the road. The solution was to reference off the corner edge (right in the image) which is what I did.
I don’t have a photo of it but I sat the bracket on a piece of MDF and then clamped a stop to the vice and the vice to the drill table and drilled the top right hole (pointed to by the B line) in every bracket on both sides. This gave me a hole approximately 12.5mm in from the side and (IIRC) 20mm in from the corner in ever bracket.
At this point I made a mistake which I mostly corrected later. What I did was move my stop back so that I could drill the bottom right hole. This was a mistake because despite having everything clamped up tight there was a very slight amount of variability when the bracket was put back in the vice. The stop I was using was an angle bracket which, it turned out, had a tiny amount of flex in it. Also the sawn edges of the bracket meant it didn’t always sit in exactly the same place if the vice was slackened and then re-tightened. The upshot was that about half my brackets were perfect, another 10 had one side where there was a slight error in the hole placement and a couple needed a little more work.
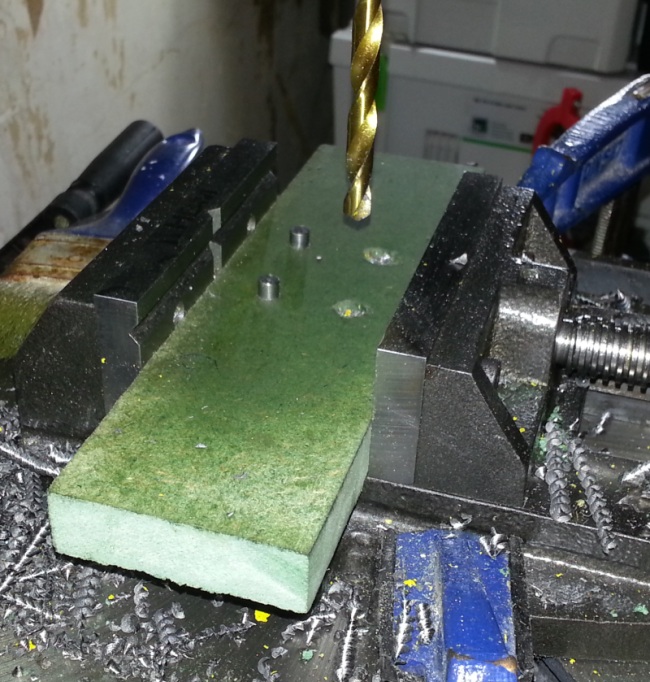
What I should have done is what I did next for the last two holes in each bracket. I found an old drill bit the same size as the holes I was drilling and sawed the shank into short lengths to act as studs. I then grabbed a piece of scrap MDF. I drilled a hole and slid in a piece of stud. I placed a bracket on the stud and then drilled through the other hole and tapped in another piece of stud.
The image here shows the result. The two studs meant that when I slipped a bracket onto the jig it was guaranteed to be in exactly the same spot as the previous bracket and would be in exactly the same place when it was put on for the next hole. Since the studs were exactly the same diameter as the hole the accuracy was brilliant.
For those brackets that didn’t quite have the secone hole in the correct place a quick touch with a small file solved the problem. I just filed the second hole until I could just get the bracket on the jig. While not ideal it did at least mean three holes would always be in the perfect position.
I decided to use M6 bolts with 7mm holes to allow for a little flexibility when fitting. This has turned out to be spot on the right choice as I couldn’t have achieved the required level of accuracy on every joint with 6mm holes.
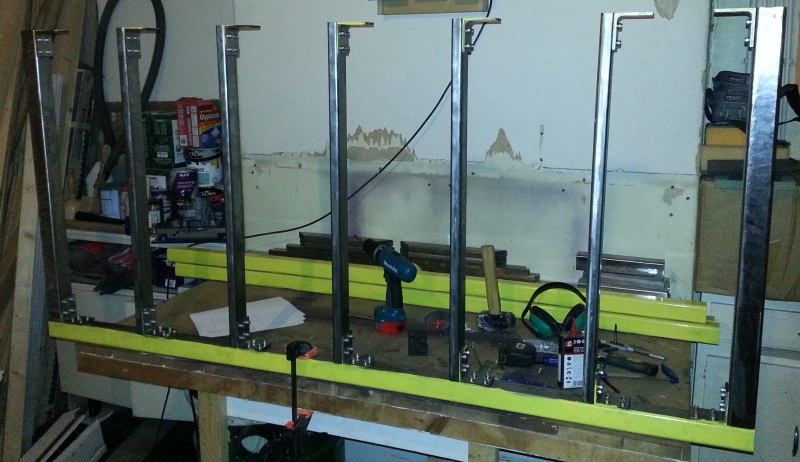
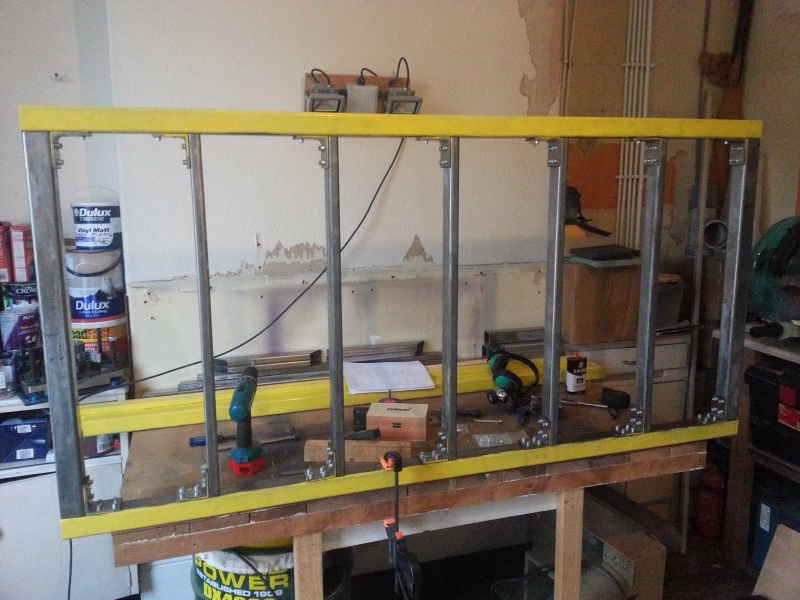
After much drilling I finally had a completed piece of CNC. Another couple of days work and I had a bed and some of the side complete too.